
工业绣花机又称电脑绣花机,是随着电子技术和机电一体化技术的发展而逐渐发展起来的刺绣设备,它使传统的手工绣花实现高速度、高效率,并且还满足手工绣花无法达到的多层次、多功能、统一性和完美性的要求。
电脑绣花机的基本功能是通过控制各电机协同配合工作,在布料上按照花样数据形成针迹完成刺绣过程。花样文件可以通过软盘、u盘等存储介质拷贝到控制系统内部的存储器中,控制系统根据花样的要求来控制电机及其检测机构,使其协同工作,完成绣花功能。绣花机工作时,主轴电机通过传动轮带动针杆上下运动,而x轴和y轴的步进电机带动着绣框在x、y轴方向运动,刺绣品随绣框运动,从而刺绣出图案。当需要换色时,主控制器通过控制换色电机转动,通过换色机构带动换色杆移动,将穿有其它颜色线的针换上,继续刺绣。
电脑绣花机控制系统由主控电路和外部设备构成,dcdc电源模块在绣花机控制系统中的应用框图如下所示:
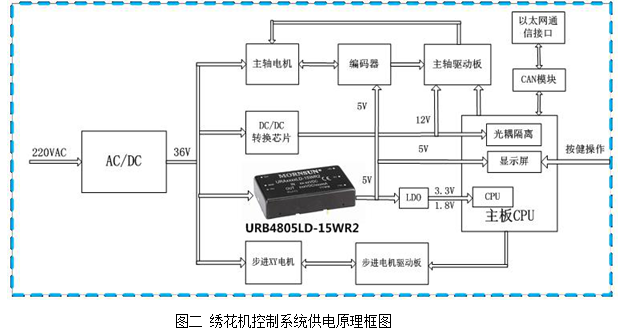
系统供电说明:acdc电源输出36v电压,分别给dcdc模块电源、主轴电机、xy步进电机和电压转换芯片供电,dcdc电源模块输出5v给显示屏、主轴电机中的编码器供电,同时通过ldo芯片转换成3.3v、1.8v电压给主板cpu供电。系统上电时,显示屏、编码器、主轴电机、主轴驱动板通过主板cpu的初始化后正常工作。当人按键操作显示屏按钮,显示屏将信号反馈给主板cpu,cpu将接受的指令内部处理,然后将处理后的信号传给主轴驱动板,通过驱动信号去控制电机的转动(方向、转速),电机将转轴信息传给编码器,编码器将接受的反馈信号传给电机,并且同时将信号传给cpu、主轴电机控制板,实现控制、编码、显示等一系列闭环控制的过程。
绣花机在工作过程中涉及到多个电机的控制以及供电,一方面为了防止电源模块电压受到其他负载设备影响,需要选择隔离的供电电源。另一方面电机启动瞬间会产生很高的电压尖峰,需要在电机前端加大电容抑制尖峰电压,防止对同母线其他电路供电有影响。同时因电机内部是线圈,瞬间启动需要很大的启动电流,需要供电电源提供足够的启动功率。
在刺绣过程中,电机负载是不断变化的,因此电机转速必须实行闭环控制,对电源功率要求不仅仅保证稳态性能,在瞬间负载动态变化时也需要电源能稳定、可靠工作,dcdc电源模块应当在大动态的变化下都保证系统能稳定工作。供电时主板控制系统正常启动工作后,也是cpu内部进行初始化的过程,这时初始化时间必须要保证其他系统已经正常启动,否则初始化时读取的数据可能是电源未完全启动的非正常数据,从而使系统产生误动作。
控制绣花机动作的相关信号都通过主板cpu的端口进行传输,为了加强控制的抗干扰能力,整个控制系统各电路板之间都采用12v电压来传输通信信号,所有的主控板上输出控制信号或输入到主控板上信号都通过光耦进行光电隔离。为了保证主控板和其他电路的可靠隔离,dcdc模块电源供电一般要有1500vdc的隔离电压。电机和模块同一母线电压36v,应选择宽输入电压范围18-75v,可与其他型号的电机同母线电压供电(如36v、48v等电压),只要acdc电源模块输出电压和功率满足要求即可。
显示屏和主轴电机中的编码器都是5v供电,而主板cpu的供电电压是3.3v、1.8v,选择5v输出电压经过ldo进行转换,ldo输入与输出的低压差可提高转换效率。dcdc电源模块的功率与负载(显示屏、编码器、主板cpu)有关,相同封装体积下我们可供选择电源功率范围在10w~20w之间。 绣花机的工作环境温度一般是常温,最高温度可能会达到40-50度,低温下一般在-25度以上,但是在设备启动、温度还没上升时可能会更低。因此推荐选择-40~85℃的工作温度。
控制系统作为电脑绣花机工作的核心部件,需要配备稳定可靠的供电方案,以保证控制系统的正常运行。
上一篇:电子设备浪涌防护方案解析